Servicio integral de Impresión 3D en España

Impresión 3D de prototipos, piezas finales y series cortas en España

Nuestras tecnologías


| SLS (Selective Laser Sintering) | |
|
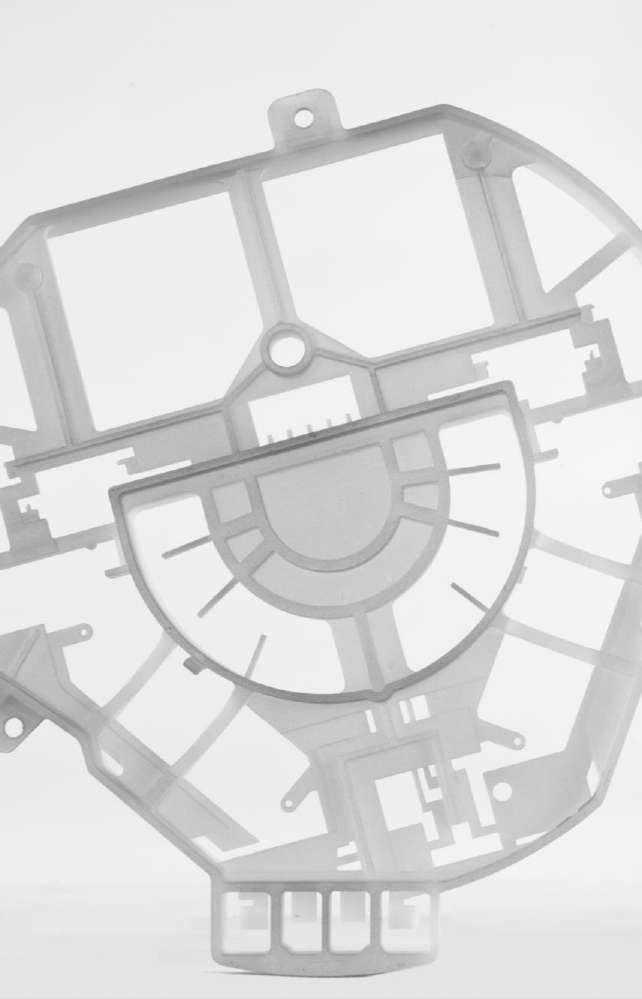
Acabados superficiales Obtenemos acabados superficiales muy suaves gracias a la precisión de curado y sin necesidad de postprocesos. Ideal para prototipos estéticos. |
Propiedades mecánicas superiores Las resinas ofrecen resistencia a la tracción de hasta 70 MPa y una elongación de hasta 7%, adaptándose a aplicaciones que requieren resistencia y flexibilidad. |
|
Precisión dimensional excepcional La tecnología SLA mantiene tolerancias de hasta ± 0,15 mm (± 0,15% = 100mm) , ideal para aplicaciones que requieren ajustes precisos y producción confiable. |
 |
|
Plazo de entrega estándar: 2-3 días. Volumen impresión: 500x500x500 Materiales: 11122 XC (Transparente) Perform (Cerámico) Acabado – Precisión – Pieza grande |
¿Cómo funciona? SLA emplea un láser que cura capas de resina líquida mediante luz UV para unirlas. La resina se encuentra en un tanque, y el láser se activa en zonas específicas para solidificar el material. El exceso de resina se puede reutilizar, lo que disminuye el desperdicio y reduce los costos de operación. |












¡Contáctanos hoy mismo para solicitar un presupuesto personalizado!









